Introduzione
L'ottimizzazione delle prestazioni e il controllo dei costi dei sistemi ottici si basano sul controllo preciso delle specifiche di produzione, delle specifiche di superficie e delle specifiche dei materiali. Sulla base degli standard internazionali ISO e delle pratiche del settore, questo articolo analizza sistematicamente i tre sistemi di parametri principali dei componenti ottici, coprendo la definizione, gli standard di classificazione e l'impatto effettivo di 15 indicatori chiave. Attraverso il confronto delle tabelle dati, la citazione delle specifiche internazionali e l'analisi dei casi, fornisce soluzioni fattibili per la progettazione ottica, la produzione e l'approvvigionamento, aiutando le aziende a bilanciare prestazioni e costi e a migliorare la competitività del mercato.
Specifiche di produzione: la pietra angolare dell'adattamento meccanico e della stabilità del percorso ottico
Le specifiche di produzione influiscono direttamente sulla compatibilità meccanica e sulla precisione del percorso ottico dei componenti ottici; è necessario raggiungere un equilibrio dinamico tra fattibilità produttiva, costi e prestazioni.
1. Tolleranza del diametro: la prima linea di difesa per la precisione dell'installazione

La tolleranza del diametro definisce l'intervallo di deviazione ammissibile del diametro esterno del componente ottico, che influisce direttamente sulla precisione di allineamento dell'asse meccanico e dell'asse ottico. Se la tolleranza è troppo ampia, l'asse ottico potrebbe spostarsi di oltre 0,5°, causando una distorsione dell'immagine. Gli standard di tolleranza per diversi livelli di precisione sono i seguenti:
| Livello di qualità | Intervallo di tolleranza (mm) | Scenari applicativi tipici |
|---|---|---|
| Generale | +0.00/-0.10 | Lenti per consumatori, sistemi di illuminazione |
| Precisione | +0.00/-0.05 | Obiettivo del microscopio, modulo della fotocamera |
| Alta qualità | +0.000/-0.010 | Collimatore laser, telescopio astronomico |
Caso: Una lente con una deviazione del diametro superiore a 0,1 mm può causare uno spostamento di 50 μm nel punto durante l'installazione, compromettendo la precisione del taglio laser.
2. Spessore centrale e raggio di curvatura: doppia scala per la progettazione del percorso ottico
- Tolleranza spessore centrale: Per ogni aumento di 0,1 mm della deviazione, l'aberrazione sferica aumenta del 15% :
| Livello di qualità | Intervallo di tolleranza (mm) |
|---|---|
| Generale | ±0,20 |
| Precisione | ±0,050 |
| Alta precisione | ±0,010 |
- Tolleranza del raggio di curvatura: Le lenti ad alta precisione devono essere controllate entro ±0,01%, altrimenti la deviazione della lunghezza focale può raggiungere l'1%. Ad esempio, se l'errore di una lente con un raggio di curvatura di 100 mm è ±0,1 mm, la lunghezza focale cambia di 0,3 mm.
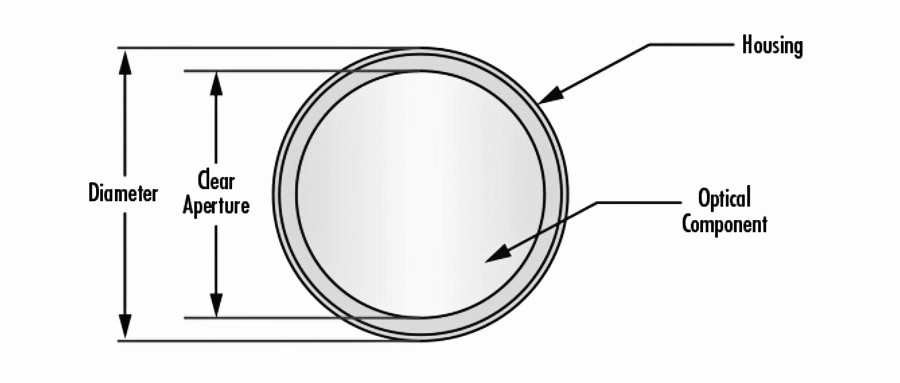
3. Smusso e apertura libera: progettazione congiunta di protezione ed efficienza
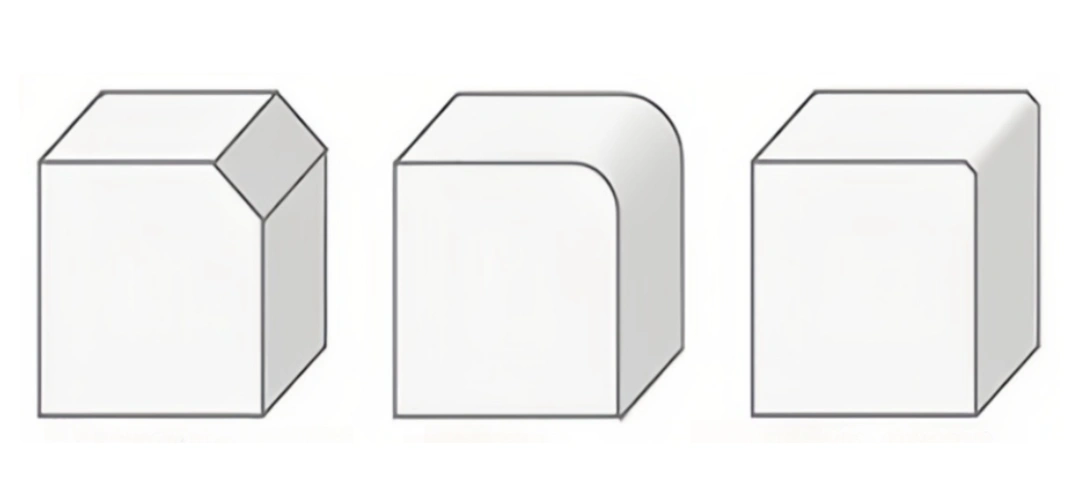
Lo smusso può prevenire danni ai bordi e la sua larghezza deve essere controllata in base alla classificazione del diametro:
| Gamma di diametri (mm) | Larghezza massima dello smusso (mm) | Scenari applicabili |
|---|---|---|
| 3.00–5.00 | 0.1 | Serie di microlenti |
| 5,01–25,4 | 0.25 | Obiettivo della fotocamera |
L'apertura libera deve garantire un'area effettiva superiore al 90% del diametro per evitare difetti ai bordi dovuti alla dispersione dell'energia luminosa:
| Diametro (mm) | Requisiti di apertura chiara |
|---|---|
| 3.00–10.00 | ≥90% diametro |
| ≥50,01 | Diametro: 1,5 mm |
Specifiche di superficie: la catena di trasmissione dai difetti microscopici alle prestazioni del sistema
La qualità della superficie determina direttamente la diffusione della luce, l'efficienza di assorbimento e la soglia di danno del laser e rappresenta il punto di svolta dei sistemi ottici di fascia alta.
1. Qualità della superficie: classificazione quantitativa di graffi e buchi
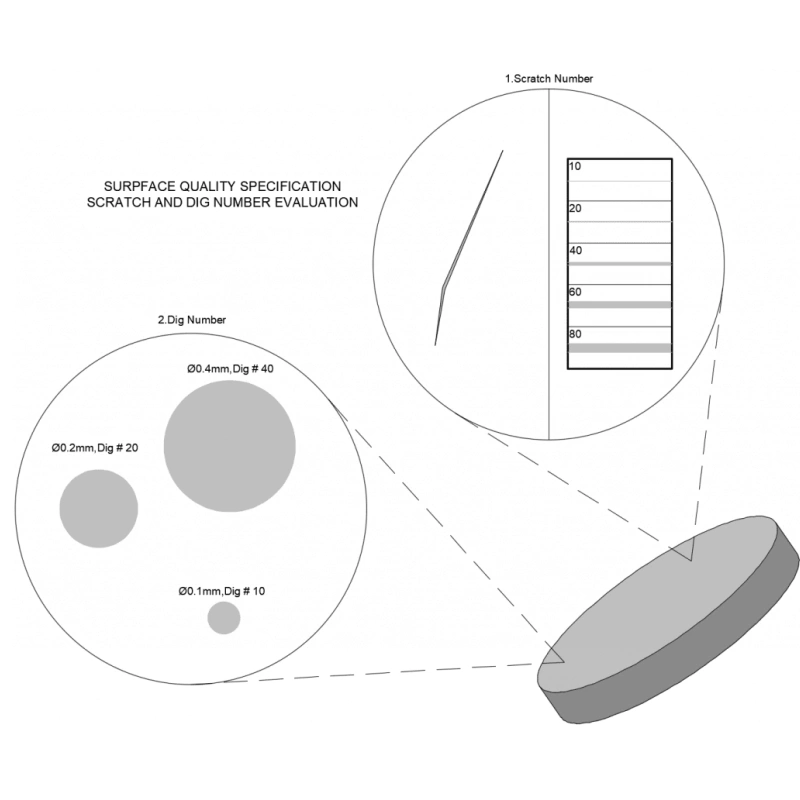
Secondo lo standard MIL-PRF-13830B, i difetti superficiali vengono classificati tramite scratch-dig:
| Grado | Larghezza graffio (μm) | Diametro del foro (μm) | Scenari applicabili |
|---|---|---|---|
| 80-50 | ≤80 | ≤500 | Illuminazione industriale |
| 60-40 | ≤60 | ≤400 | Endoscopio medico |
| 20-10 | ≤20 | ≤100 | Riflettore laser ad alta potenza |
Dati sperimentali: Nei sistemi laser ad alta potenza, il rischio di danni ai componenti ottici dovuti a graffi di grado superiore a 60-40 aumenta di 3 volte.
2. Planarità e numero di apertura: il codice di precisione dell'interferometria
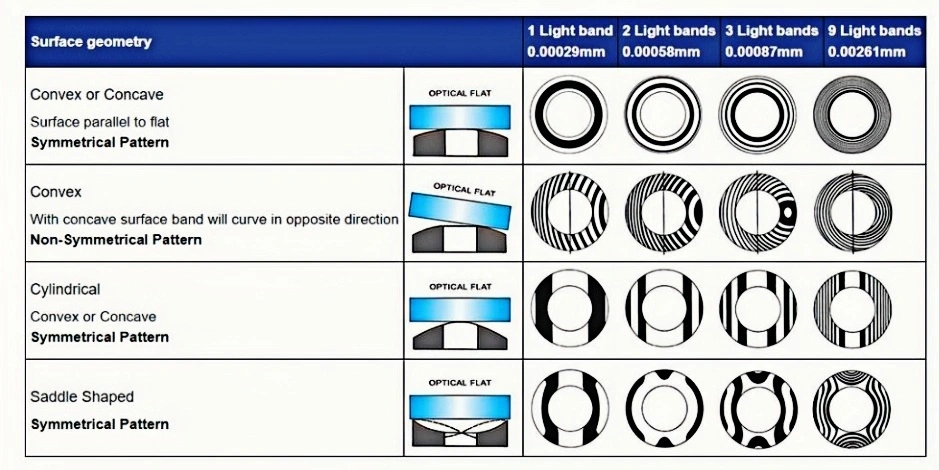
- Planarità: Misurata in lunghezza d'onda (λ), rilevata da cristallo ottico piatto. La planarità ad alta precisione deve raggiungere λ/20 (≈31,65 nm) e ogni frangia corrisponde a una deviazione di ½λ.
- Numero di apertura: Il numero di anelli di Newton riflette la deviazione di curvatura. Ad esempio, 5 anelli di Newton rappresentano una deviazione di superficie di 2,5λ, con conseguente errore del fronte d'onda della lente superiore a λ/4.
3. Rugosità superficiale: il “killer invisibile” dei sistemi laser
Una rugosità eccessiva (>50Å RMS) causerà una diminuzione della soglia di danno laser. I sistemi laser UV richiedono una rugosità di ≤5Å RMS per evitare guasti catastrofici causati da microfratture (Figura 4).
Specifiche dei materiali: la natura fisica delle prestazioni ottiche
Le proprietà dei materiali determinano la rifrazione, la dispersione e la durata dei componenti ottici, che costituiscono la logica alla base della progettazione del sistema.
1. Indice di rifrazione e disomogeneità: la pietra angolare della progettazione del percorso ottico
- Intervallo di indice di rifrazione: Da N-BK7 (1.517) a Germanio (4.003), i materiali a infrarossi richiedono una progettazione speciale.
- Livello di disomogeneità: Il vetro ad alta uniformità (livello 5) può ridurre la distorsione del fronte d'onda a meno di λ/10 :
| Livello | Variazione dell'indice di rifrazione (×10⁻⁶) |
|---|---|
| 0 | ±50 |
| 5 | ±0,5 |
2. Coefficiente di dispersione cromatica: la chiave per il controllo dell'aberrazione
La differenza di dispersione tra vetro crown (Vd>55) e vetro flint (Vd<50) può essere utilizzata nella progettazione acromatica. Ad esempio, la combinazione di N-BK7 (Vd=64,2) e F2 (Vd=36,4) può eliminare lo spettro secondario.
3. Soglia di danno laser: la linea di vita e di morte delle applicazioni ad alta energia
La soglia dipende dal tipo di impulso (ad esempio, specchio Ti:zaffiro: 0,5 J/cm² @150 fs). Ridurre la densità di energia al di sotto della soglia mediante espansione del fascio può estendere la durata del componente.
Riepilogo
La definizione scientifica dei parametri ottici è il fulcro del bilanciamento di prestazioni, costi e fattibilità di produzione. Le specifiche di produzione assicurano l'adattabilità meccanica, le specifiche di superficie determinano l'efficienza ottica e le specifiche dei materiali pongono le basi fisiche. Seguendo gli standard ISO, citando linee guida autorevoli (come Edmund Optics) e prendendo decisioni basate sui dati, le aziende possono ottimizzare la progettazione del sistema ottico e migliorare la competitività del mercato.