Einführung
Die Leistungsoptimierung und Kostenkontrolle optischer Systeme basiert auf der präzisen Kontrolle von Produktions-, Oberflächen- und Materialspezifikationen. Basierend auf internationalen ISO-Normen und Branchenpraktiken analysiert dieser Artikel systematisch die drei Kernparametersysteme optischer Komponenten und behandelt die Definition, Klassifizierungsstandards und die tatsächlichen Auswirkungen von 15 Schlüsselindikatoren. Durch Datentabellenvergleiche, die Bezugnahme auf internationale Spezifikationen und Fallanalysen bietet er praktikable Lösungen für optisches Design, Fertigung und Beschaffung. So können Unternehmen Leistung und Kosten in Einklang bringen und ihre Wettbewerbsfähigkeit am Markt verbessern.
Produktionsspezifikationen: Der Grundstein für mechanische Anpassung und optische Pfadstabilität
Produktionsspezifikationen wirken sich direkt auf die mechanische Kompatibilität und die optische Pfadgenauigkeit optischer Komponenten aus und es muss ein dynamisches Gleichgewicht zwischen Fertigungsmöglichkeit, Kosten und Leistung erreicht werden.
1. Durchmessertoleranz: Die erste Verteidigungslinie für Installationsgenauigkeit

Die Durchmessertoleranz definiert den zulässigen Abweichungsbereich des Außendurchmessers der optischen Komponente, der sich direkt auf die Ausrichtungsgenauigkeit der mechanischen und optischen Achse auswirkt. Bei zu großer Toleranz kann sich die optische Achse um mehr als 0,5° verschieben, was zu Bildverzerrungen führt. Die Toleranzstandards für verschiedene Präzisionsstufen lauten wie folgt:
| Qualitätsniveau | Toleranzbereich (mm) | Typische Anwendungsszenarien |
|---|---|---|
| Allgemein | +0.00/-0.10 | Consumer-Objektive, Beleuchtungssysteme |
| Präzision | +0.00/-0.05 | Mikroskopobjektiv, Kameramodul |
| Hohe Qualität | +0.000/-0.010 | Laserkollimator, astronomisches Teleskop |
Fall: Eine Linse mit einer Durchmesserabweichung von mehr als 0,1 mm kann bei der Installation eine 50 μm-Verschiebung des Punkts verursachen, was die Genauigkeit des Laserschneidens beeinträchtigt.
2. Mittendicke und Krümmungsradius: Doppelskala für die optische Pfadgestaltung
- Mittendickentoleranz: Bei jeder Erhöhung der Abweichung um 0,1 mm erhöht sich die sphärische Aberration um 15 %:
| Qualitätsniveau | Toleranzbereich (mm) |
|---|---|
| Allgemein | ±0,20 |
| Präzision | ±0,050 |
| Hohe Präzision | ±0,010 |
- Krümmungsradiustoleranz: Hochpräzise Linsen müssen innerhalb von ±0,01 % kontrolliert werden, sonst kann die Brennweitenabweichung 1 % erreichen. Wenn beispielsweise der Fehler einer Linse mit einem Krümmungsradius von 100 mm ±0,1 mm beträgt, ändert sich die Brennweite um 0,3 mm.
3. Fase und freie Öffnung: Gemeinsames Design von Schutz und Effizienz
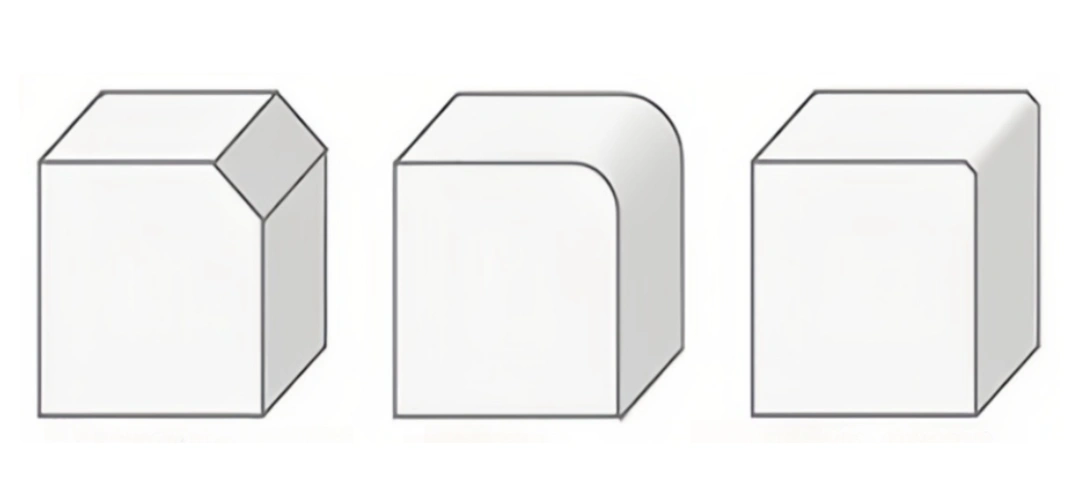
Durch die Fase können Kantenschäden vermieden werden. Ihre Breite muss entsprechend der Durchmesserklassifizierung kontrolliert werden:
| Durchmesserbereich (mm) | Maximale Fasenbreite (mm) | Anwendbare Szenarien |
|---|---|---|
| 3.00–5.00 | 0.1 | Mikrolinsenarray |
| 5.01–25.4 | 0.25 | Kameraobjektiv |
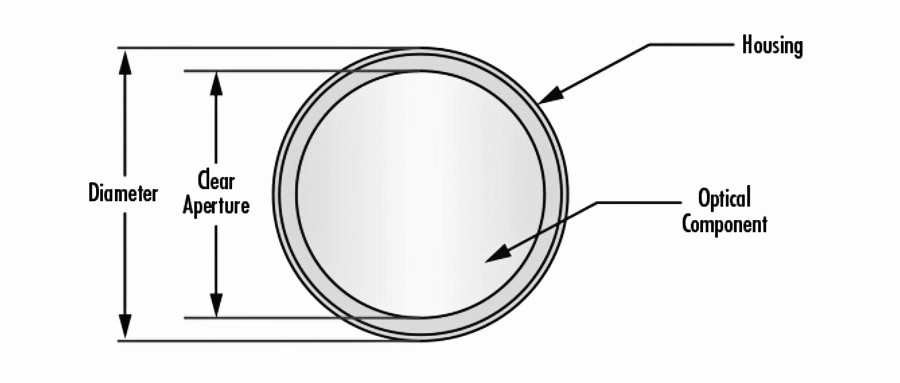
Die freie Blendenöffnung muss eine effektive Fläche von mehr als 90 % des Durchmessers gewährleisten, um Randdefekte durch Streuung der Lichtenergie zu vermeiden:
| Durchmesser (mm) | Anforderungen an die freie Blendenöffnung |
|---|---|
| 3.00–10.00 | ≥90% Durchmesser |
| ≥50,01 | Durchmesser: 1,5 mm |
Oberflächenspezifikationen: Die Übertragungskette von mikroskopischen Defekten zur Systemleistung
Die Oberflächenqualität bestimmt direkt die Lichtstreuung, die Absorptionseffizienz und die Laserzerstörschwelle und stellt den Wendepunkt bei optischen Systemen der Spitzenklasse dar.
1. Oberflächenqualität: Quantitative Bewertung von Kratzern und Löchern
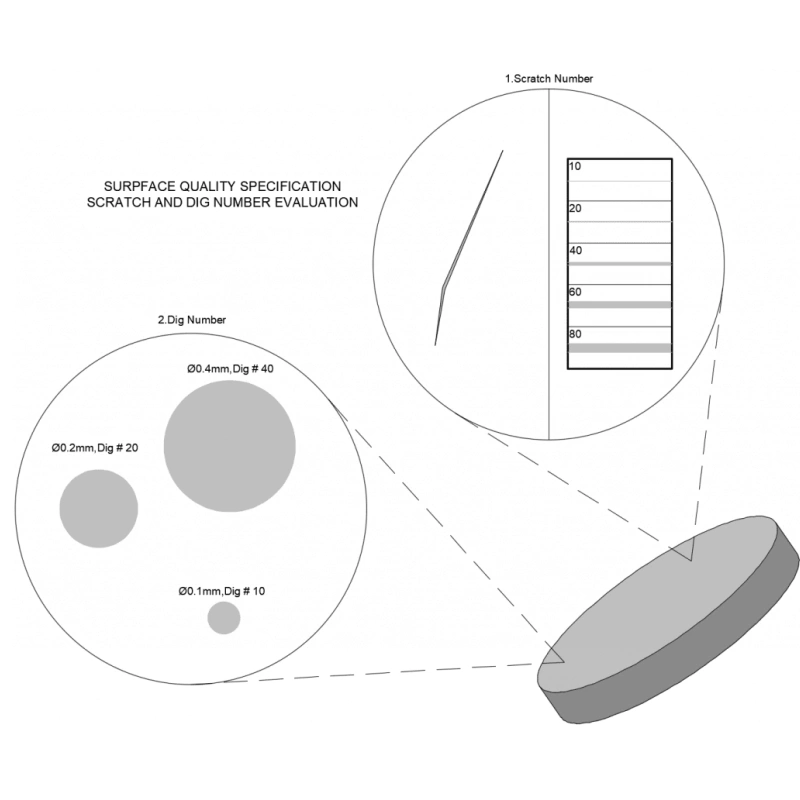
Gemäß der Norm MIL-PRF-13830B werden Oberflächendefekte durch Kratz- und Grabverfahren bewertet:
| Grad | Kratzerbreite (μm) | Pit-Durchmesser (μm) | Anwendbare Szenarien |
|---|---|---|---|
| 80-50 | ≤80 | ≤500 | Industrielle Beleuchtung |
| 60-40 | ≤60 | ≤400 | Medizinisches Endoskop |
| 20-10 | ≤20 | ≤100 | Hochleistungs-Laserreflektor |
Experimentelle Daten: Bei Hochleistungslasersystemen erhöht sich das Risiko einer Beschädigung optischer Komponenten durch Kratzer über dem Grad 60-40 um das Dreifache.
2. Ebenheit und Blendenzahl: Der Präzisionscode der Interferometrie
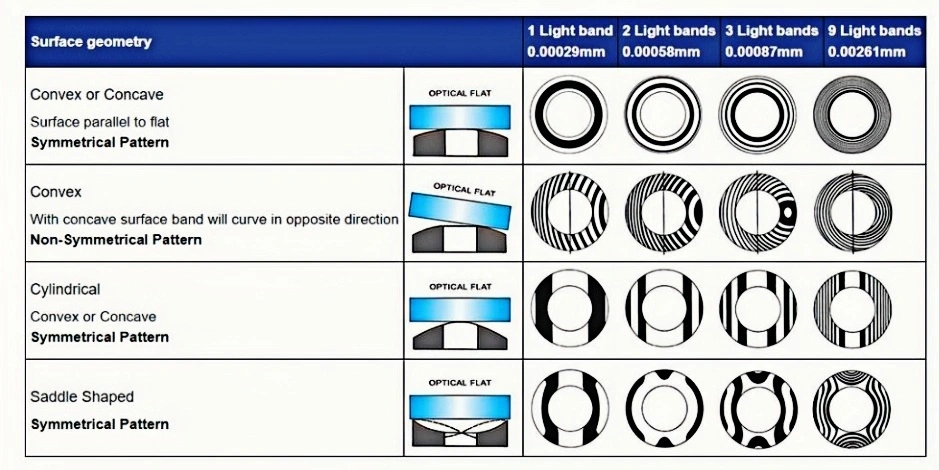
- Ebenheit: Gemessen in Wellenlänge (λ), erfasst durch optischen Flachkristall. Die hochpräzise Ebenheit muss λ/20 (≈31,65 nm) erreichen, und jeder Streifen entspricht einer Abweichung von ½ λ.
- Blendenzahl: Die Anzahl der Newton-Ringe spiegelt die Krümmungsabweichung wider. Beispielsweise entsprechen 5 Newton-Ringe einer Oberflächenabweichung von 2,5 λ, was zu einem Wellenfrontfehler der Linse von mehr als λ/4 führt.
3. Oberflächenrauheit: Der „unsichtbare Killer“ von Lasersystemen
Eine übermäßige Rauheit (> 50 Å RMS) führt zu einer Verringerung der Laserzerstörschwelle. UV-Lasersysteme benötigen eine Rauheit von ≤ 5 Å RMS, um katastrophale Ausfälle durch Mikrorisse zu vermeiden (Abbildung 4).
Materialspezifikationen: Die physikalische Natur der optischen Leistung
Materialeigenschaften bestimmen die Brechung, Streuung und Haltbarkeit optischer Komponenten und bilden die Grundlage für die Systemkonstruktion.
1. Brechungsindex und Inhomogenität: Der Grundstein für die Gestaltung optischer Pfade
- Brechungsindexbereich: N-BK7 (1,517) bis Germanium (4,003), Infrarotmaterialien erfordern ein spezielles Design.
- Inhomogenitätsgrad: Glas mit hoher Gleichmäßigkeit (Stufe 5) kann die Wellenfrontverzerrung auf weniger als λ/10 reduzieren:
| Ebene | Änderung des Brechungsindex (×10⁻⁶) |
|---|---|
| 0 | ±50 |
| 5 | ±0,5 |
2. Chromatischer Dispersionskoeffizient: Der Schlüssel zur Aberrationskontrolle
Der Dispersionsunterschied zwischen Kronglas (Vd>55) und Flintglas (Vd<50) kann im achromatischen Design genutzt werden. Beispielsweise kann die Kombination von N-BK7 (Vd=64,2) und F2 (Vd=36,4) das Sekundärspektrum eliminieren.
3. Laserzerstörschwelle: Die Grenze zwischen Leben und Tod bei Hochenergieanwendungen
Der Schwellenwert hängt vom Pulstyp ab (z. B. Ti:Saphir-Spiegel: 0,5 J/cm² bei 150 fs). Eine Reduzierung der Energiedichte unter den Schwellenwert durch Strahlaufweitung kann die Lebensdauer der Komponente verlängern.
Zusammenfassung
Die wissenschaftliche Definition optischer Parameter ist entscheidend für die Balance zwischen Leistung, Kosten und Fertigungsdurchführbarkeit. Produktionsspezifikationen gewährleisten die mechanische Anpassungsfähigkeit, Oberflächenspezifikationen bestimmen die optische Effizienz und Materialspezifikationen bilden die physikalische Grundlage. Durch die Einhaltung von ISO-Normen, die Bezugnahme auf maßgebliche Richtlinien (wie Edmund Optics) und datenbasierte Entscheidungen können Unternehmen das Design optischer Systeme optimieren und ihre Wettbewerbsfähigkeit steigern.