Zavedení
Optimalizace výkonu a kontrola nákladů optických systémů závisí na přesné kontrole výrobních specifikací, povrchových specifikací a materiálových specifikací. Na základě mezinárodních norem ISO a průmyslových postupů tento článek systematicky analyzuje tři základní systémy parametrů optických komponent, pokrývá definici, klasifikační standardy a skutečný dopad 15 klíčových indikátorů. Prostřednictvím porovnání datových tabulek, citací mezinárodních specifikací a analýzy případů poskytuje proveditelná řešení pro návrh, výrobu a nákup optiky, pomáhá podnikům vyvážit výkon a náklady a zlepšit konkurenceschopnost na trhu.
Výrobní specifikace: Základní kámen mechanické adaptace a stability optické dráhy
Výrobní specifikace přímo ovlivňují mechanickou kompatibilitu a přesnost optické dráhy optických komponent a je třeba dosáhnout dynamické rovnováhy mezi proveditelností výroby, cenou a výkonem.
1. Tolerance průměru: První linie obrany pro přesnost instalace

Tolerance průměru definuje povolený rozsah odchylky vnějšího průměru optické součásti, který přímo ovlivňuje přesnost vyrovnání mechanické osy a optické osy. Pokud je tolerance příliš velká, optická osa se může posunout o více než 0,5°, což způsobí zkreslení obrazu. Normy tolerance pro různé úrovně přesnosti jsou následující:
| Úroveň kvality | Toleranční rozsah (mm) | Typické aplikační scénáře |
|---|---|---|
| Generál | +0.00/-0.10 | Spotřební čočky, osvětlovací systémy |
| Přesnost | +0.00/-0.05 | Objektiv mikroskopu, modul kamery |
| Vysoká kvalita | +0.000/-0.010 | Laserový kolimátor, astronomický dalekohled |
Věc: Čočka s odchylkou průměru větší než 0,1 mm může během instalace způsobit posun v místě o 50 μm, což má vliv na přesnost řezání laserem.
2. Tloušťka středu a poloměr zakřivení: Duální měřítko pro návrh optické dráhy
- Tolerance tloušťky středu: S každým zvýšením odchylky o 0,1 mm se sférická aberace zvýší o 15 %:
| Úroveň kvality | Toleranční rozsah (mm) |
|---|---|
| Generál | ±0,20 |
| Přesnost | ±0,050 |
| Vysoká přesnost | ±0,010 |
- Tolerance poloměru zakřivení: Vysoce přesné čočky musí být řízeny v rozmezí ±0,01 %, jinak může odchylka ohniskové vzdálenosti dosáhnout 1 %. Pokud je například chyba objektivu s poloměrem zakřivení 100 mm ±0,1 mm, ohnisková vzdálenost se změní o 0,3 mm.
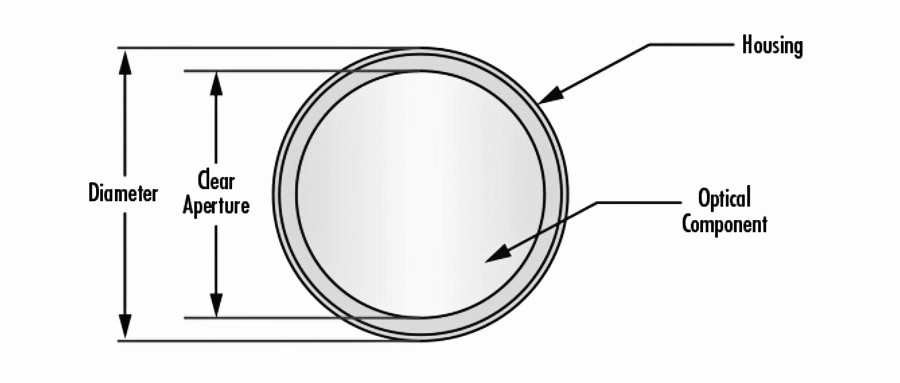
3. Zkosení a čistá clona: Společný design ochrany a účinnosti
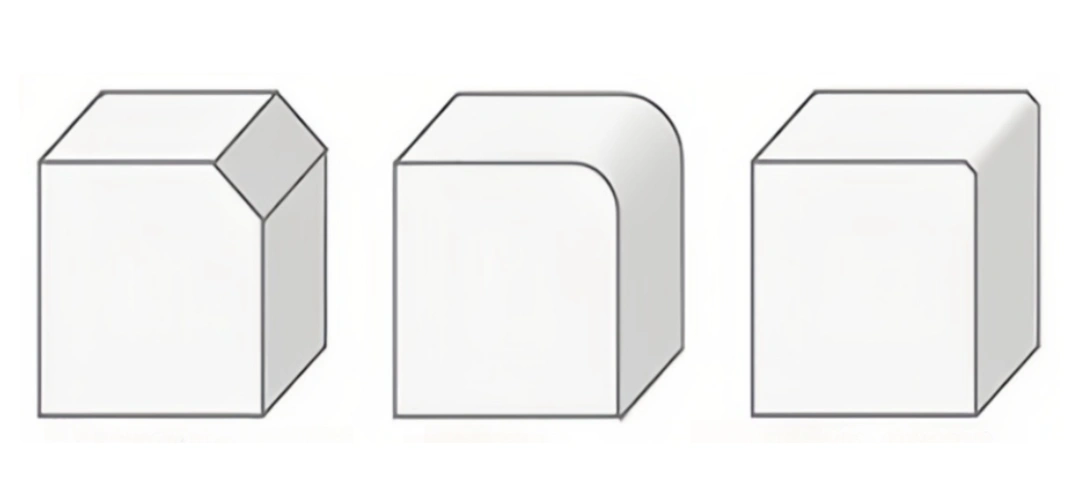
Zkosení může zabránit poškození hran a jeho šířku je třeba řídit podle klasifikace průměru:
| Rozsah průměru (mm) | Maximální šířka zkosení (mm) | Použitelné scénáře |
|---|---|---|
| 3:00–5:00 | 0.1 | Pole mikročoček |
| 5.01–25.4 | 0.25 | Objektiv fotoaparátu |
Čistá clona musí zajistit účinnou plochu větší než 90 % průměru, aby se zabránilo okrajovým defektům způsobeným rozptylem světelné energie:
| Průměr (mm) | Jasné požadavky na clonu |
|---|---|
| 3:00–10:00 | ≥90 % průměr |
| ≥50,01 | Průměr - 1,5mm |
Specifikace povrchu: Přenosový řetězec od mikroskopických defektů k výkonu systému
Kvalita povrchu přímo určuje rozptyl světla, účinnost absorpce a práh poškození laserem a je předělem špičkových optických systémů.
1. Kvalita povrchu: Kvantitativní třídění škrábanců a důlků
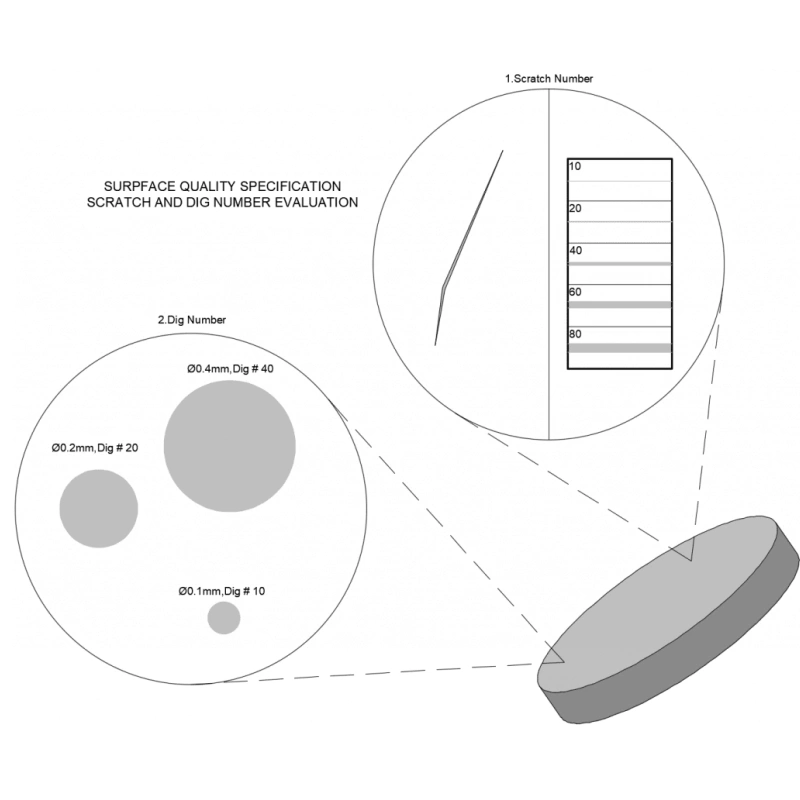
Podle normy MIL-PRF-13830B jsou povrchové vady klasifikovány škrábáním:
| Stupeň | Šířka poškrábání (μm) | Průměr důlku (μm) | Použitelné scénáře |
|---|---|---|---|
| 80-50 | ≤80 | ≤500 | Průmyslové osvětlení |
| 60-40 | ≤60 | ≤400 | Lékařský endoskop |
| 20-10 | ≤20 | ≤100 | Vysoce výkonný laserový reflektor |
Experimentální data: Ve vysoce výkonných laserových systémech se riziko poškození optických součástí poškrábáním přesahujícím stupeň 60-40 zvyšuje 3krát.
2. Plochost a clonové číslo: Přesný kód interferometrie
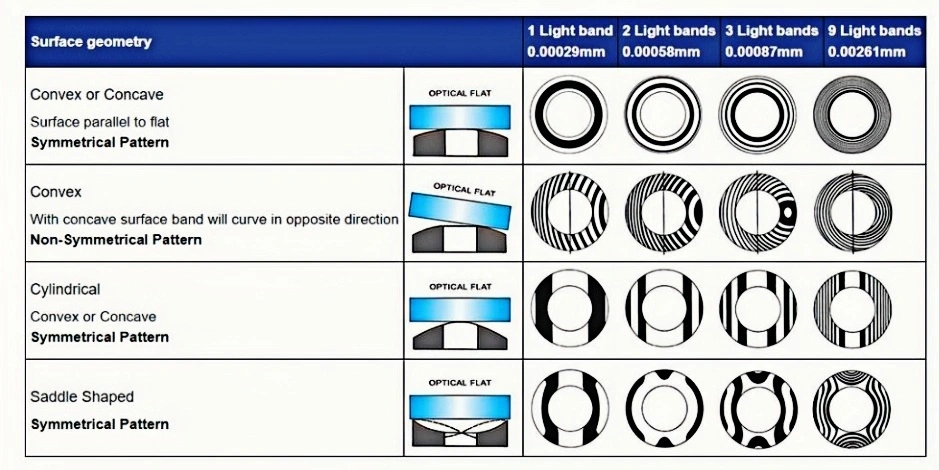
- Plochost: Měřeno ve vlnové délce (λ), detekované optickým plochým krystalem. Vysoce přesná plochost musí dosáhnout λ/20 (≈31,65 nm) a každý proužek odpovídá odchylce ½λ.
- Clonové číslo: Počet Newtonových kroužků odráží odchylku zakřivení. Například 5 Newtonových prstenců představuje povrchovou odchylku 2,5λ, což má za následek chybu čela čočky větší než λ/4.
3. Drsnost povrchu: „Neviditelný zabiják“ laserových systémů
Nadměrná drsnost (>50Å RMS) způsobí snížení prahu poškození laseru. UV laserové systémy vyžadují drsnost ≤5Å RMS, aby se zabránilo katastrofickému selhání způsobenému mikrotrhlinami (obrázek 4).
Specifikace materiálu: Fyzikální povaha optického výkonu
Vlastnosti materiálu určují lom, rozptyl a trvanlivost optických komponent, což je základní logika návrhu systému.
1. Index lomu a nehomogenita: Základní kámen návrhu optické dráhy
- Rozsah indexu lomu: N-BK7 (1.517) až Germanium (4.003), infračervené materiály vyžadují speciální design.
- Úroveň nehomogenity: Vysoce rovnoměrné sklo (úroveň 5) může snížit zkreslení čela vlny na méně než λ/10:
| Úroveň | Změna indexu lomu (×10⁻⁶) |
|---|---|
| 0 | ±50 |
| 5 | ±0,5 |
2. Koeficient chromatické disperze: Klíč ke kontrole aberace
Rozdíl v rozptylu mezi korunkovým sklem (Vd>55) a pazourkovým sklem (Vd<50) lze využít v achromatickém provedení. Například kombinace N-BK7 (Vd=64,2) a F2 (Vd=36,4) může eliminovat sekundární spektrum.
3. Laser Damage Threshold: Life and Death Line vysokoenergetických aplikací
Prahová hodnota závisí na typu pulzu (např. Ti:Safírové zrcadlo: 0,5 J/cm² @ 150 fs). Snížení hustoty energie pod prahovou hodnotu expanzí paprsku může prodloužit životnost součásti.
souhrn
Vědecká definice optických parametrů je jádrem vyvážení výkonu, nákladů a výrobní proveditelnosti. Výrobní specifikace zajišťují mechanickou přizpůsobivost, povrchové specifikace určují optickou účinnost a materiálové specifikace tvoří fyzický základ. Dodržováním norem ISO, citováním autoritativních směrnic (jako je Edmund Optics) a rozhodováním na základě dat mohou společnosti optimalizovat návrh optických systémů a zlepšit konkurenceschopnost na trhu.