Perkenalan
Optimalisasi kinerja dan pengendalian biaya sistem optik bergantung pada pengendalian spesifikasi produksi, spesifikasi permukaan, dan spesifikasi material yang tepat. Berdasarkan standar internasional ISO dan praktik industri, artikel ini secara sistematis menganalisis tiga sistem parameter inti komponen optik, yang mencakup definisi, standar klasifikasi, dan dampak aktual dari 15 indikator utama. Melalui perbandingan tabel data, kutipan spesifikasi internasional, dan analisis kasus, artikel ini memberikan solusi yang layak untuk desain, manufaktur, dan pengadaan optik, membantu perusahaan menyeimbangkan kinerja dan biaya serta meningkatkan daya saing pasar.
Spesifikasi Produksi: Landasan Adaptasi Mekanis dan Stabilitas Jalur Optik
Spesifikasi produksi secara langsung memengaruhi kompatibilitas mekanis dan akurasi jalur optik dari komponen optik, dan keseimbangan dinamis harus dicapai antara kelayakan manufaktur, biaya, dan kinerja.
1. Toleransi Diameter: Garis Pertahanan Pertama untuk Akurasi Pemasangan

Toleransi diameter menentukan rentang deviasi yang diizinkan dari diameter luar komponen optik, yang secara langsung memengaruhi akurasi penyelarasan sumbu mekanis dan sumbu optik. Jika toleransi terlalu besar, sumbu optik dapat bergeser lebih dari 0,5°, yang menyebabkan distorsi gambar. Standar toleransi untuk berbagai tingkat presisi adalah sebagai berikut:
| Tingkat Kualitas | Kisaran Toleransi (mm) | Skenario Aplikasi Umum |
|---|---|---|
| Umum | +0.00/-0.10 | Lensa konsumen, sistem pencahayaan |
| Presisi | +0.00/-0.05 | Lensa objektif mikroskop, modul kamera |
| Kualitas Tinggi | +0.000/-0.010 | Kolimator laser, teleskop astronomi |
Kasus: Lensa dengan deviasi diameter lebih dari 0,1 mm dapat menyebabkan pergeseran 50 μm pada titik selama pemasangan, yang memengaruhi akurasi pemotongan laser.
2. Ketebalan Pusat dan Radius Kelengkungan: Skala Ganda untuk Desain Jalur Optik
- Toleransi Ketebalan Tengah: Setiap kenaikan deviasi 0,1 mm, aberasi sferis meningkat sebesar 15% :
| Tingkat Kualitas | Kisaran Toleransi (mm) |
|---|---|
| Umum | ±0,20 |
| Presisi | ±0,050 |
| Presisi Tinggi | ±0,010 |
- Toleransi Radius Kelengkungan: Lensa presisi tinggi harus dikontrol dalam ±0,01%, jika tidak, deviasi panjang fokus dapat mencapai 1%. Misalnya, jika kesalahan lensa dengan radius kelengkungan 100 mm adalah ±0,1 mm, panjang fokus berubah sebesar 0,3 mm.
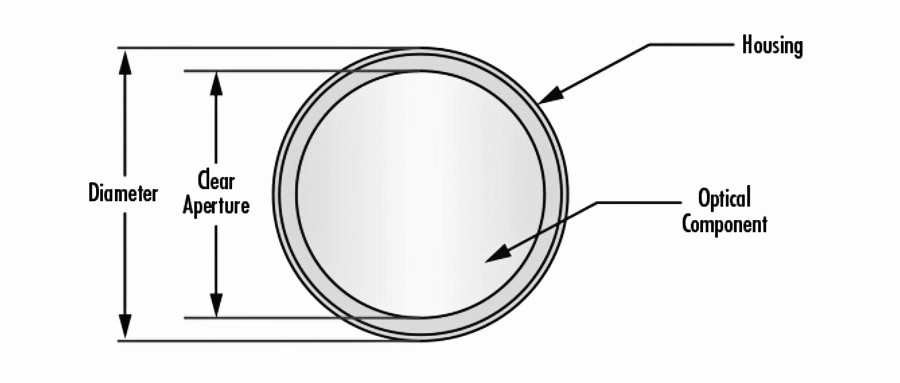
3. Chamfer dan Clear Aperture: Desain Bersama antara Perlindungan dan Efisiensi
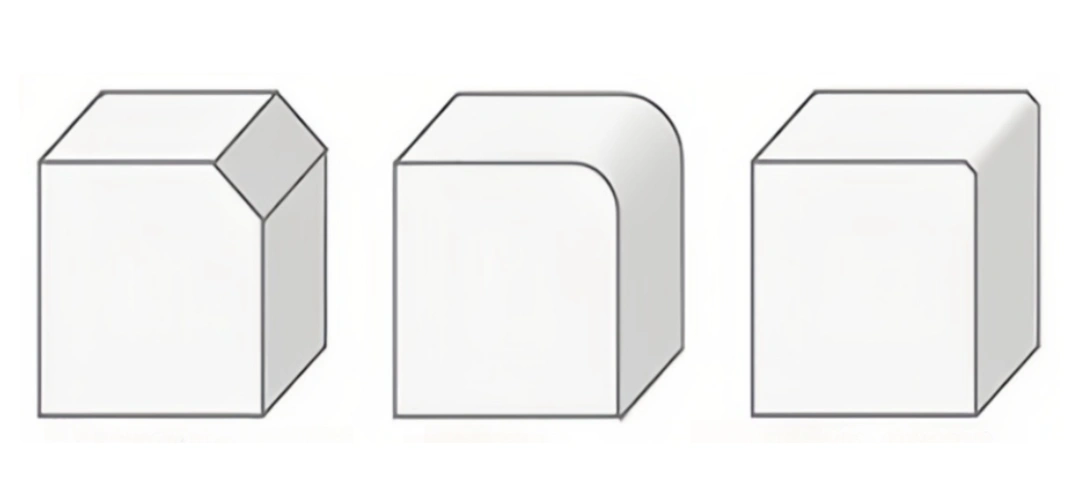
Chamfer dapat mencegah kerusakan tepi, dan lebarnya perlu dikontrol sesuai dengan klasifikasi diameter:
| Kisaran Diameter (mm) | Lebar Talang Maksimum (mm) | Skenario yang Berlaku |
|---|---|---|
| Jam 3.00–5.00 | 0.1 | Susunan mikrolensa |
| 5.01–25.4 | 0.25 | Lensa kamera |
Bukaan yang jelas perlu memastikan area efektif lebih dari 90% dari diameter untuk menghindari cacat tepi akibat penyebaran energi cahaya:
| Diameternya (mm) | Persyaratan Aperture yang Jelas |
|---|---|
| Jam 3.00–10.00 | ≥90% diameter |
| ≥50,01 | Diameter-1,5mm |
Spesifikasi Permukaan: Rantai Transmisi dari Cacat Mikroskopis hingga Kinerja Sistem
Kualitas permukaan secara langsung menentukan hamburan cahaya, efisiensi penyerapan, dan ambang kerusakan laser, dan merupakan titik pusat sistem optik kelas atas.
1. Kualitas Permukaan: Penilaian Kuantitatif Goresan dan Lubang
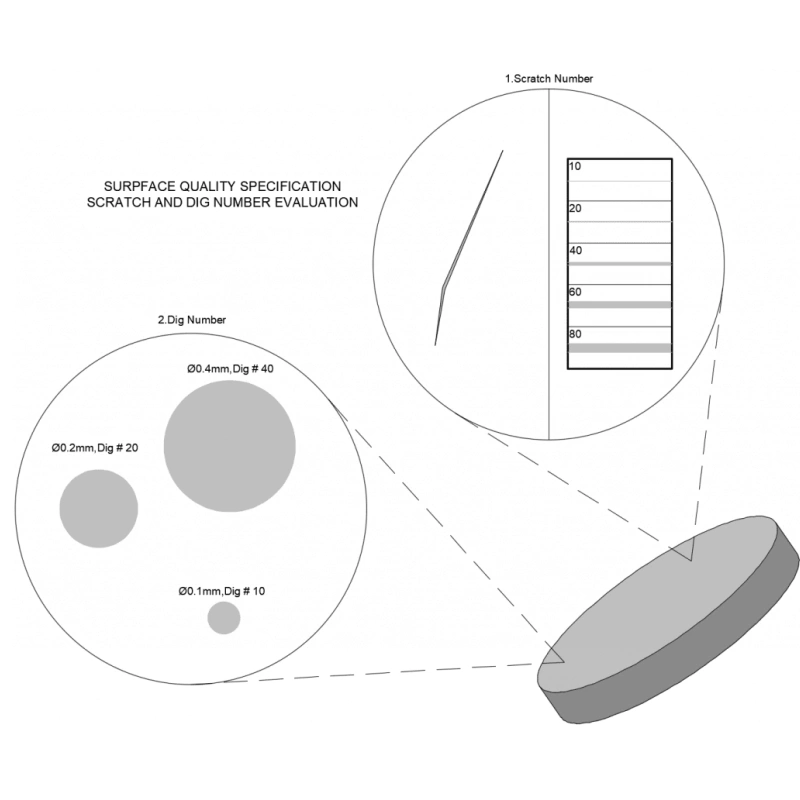
Berdasarkan standar MIL-PRF-13830B, cacat permukaan dinilai dengan metode gores-gali:
| Nilai | Lebar Goresan (μm) | Diameter Lubang (μm) | Skenario yang Berlaku |
|---|---|---|---|
| 80-50 | ≤80 | ≤500 | Pencahayaan industri |
| 60-40 | ≤60 | ≤400 | Endoskopi medis |
| 20-10 | ≤20 | ≤100 | Reflektor laser berdaya tinggi |
Data Eksperimen: Pada sistem laser berdaya tinggi, risiko kerusakan komponen optik dengan goresan yang melebihi tingkat 60-40 meningkat 3 kali lipat.
2. Kerataan dan Angka Bukaan: Kode Presisi Interferometri
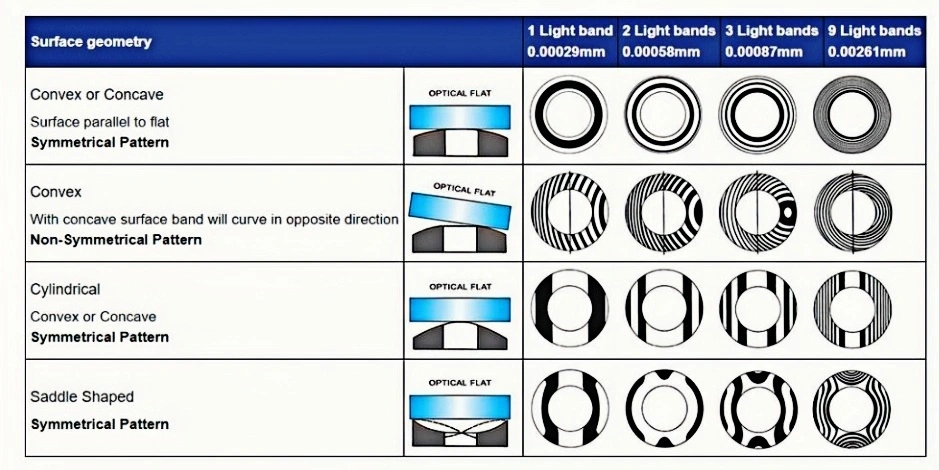
- Kebosanan: Diukur dalam panjang gelombang (λ), dideteksi oleh kristal datar optik. Kerataan presisi tinggi perlu mencapai λ/20 (≈31,65 nm), dan setiap pinggiran sesuai dengan deviasi ½λ.
- Nomor BukaanJumlah cincin Newton mencerminkan deviasi kelengkungan. Misalnya, 5 cincin Newton mewakili deviasi permukaan sebesar 2,5λ, yang menghasilkan kesalahan muka gelombang lensa lebih dari λ/4.
3. Kekasaran Permukaan: “Pembunuh Tak Terlihat” Sistem Laser
Kekasaran yang berlebihan (>50Å RMS) akan menyebabkan ambang batas kerusakan laser menurun. Sistem laser UV memerlukan kekasaran ≤5Å RMS untuk menghindari kegagalan fatal yang disebabkan oleh retakan mikro (Gambar 4).
Spesifikasi Material: Sifat Fisik Kinerja Optik
Sifat material menentukan refraksi, dispersi, dan daya tahan komponen optik, yang merupakan logika dasar desain sistem.
1. Indeks Bias dan Ketidakhomogenan: Landasan Desain Jalur Optik
- Kisaran Indeks Bias: N-BK7 (1,517) hingga Germanium (4,003), bahan inframerah memerlukan desain khusus.
- Tingkat Ketidakhomogenan: Kaca dengan keseragaman tinggi (level 5) dapat mengurangi distorsi muka gelombang hingga kurang dari λ/10 :
| Tingkat | Perubahan Indeks Bias (×10⁻⁶) |
|---|---|
| 0 | ±50 |
| 5 | ±0,5 |
2. Koefisien Dispersi Kromatik: Kunci Pengendalian Aberasi
Perbedaan dispersi antara kaca mahkota (Vd>55) dan kaca batu api (Vd<50) dapat digunakan dalam desain akromatik. Misalnya, kombinasi N-BK7 (Vd=64,2) dan F2 (Vd=36,4) dapat menghilangkan spektrum sekunder.
3. Ambang Kerusakan Laser: Garis Hidup dan Mati Aplikasi Berenergi Tinggi
Ambang batas bergantung pada jenis pulsa (misalnya, cermin Ti:Safir: 0,5 J/cm² @150 fs). Mengurangi kepadatan energi di bawah ambang batas dengan perluasan berkas dapat memperpanjang masa pakai komponen.
Ringkasan
Definisi ilmiah parameter optik merupakan inti dari keseimbangan kinerja, biaya, dan kelayakan produksi. Spesifikasi produksi memastikan kemampuan adaptasi mekanis, spesifikasi permukaan menentukan efisiensi optik, dan spesifikasi material meletakkan fondasi fisik. Dengan mengikuti standar ISO, mengutip pedoman resmi (seperti Edmund Optics), dan membuat keputusan berdasarkan data, perusahaan dapat mengoptimalkan desain sistem optik dan meningkatkan daya saing pasar.